Наше предприятие вот уже более четверти века осуществляет в Санкт-Петербурге производство валов, осей, втулок, шкивов и иной продукции, получаемой токарной обработкой. Так же Вы можете произвести у нас широкий спектр работ по металлообработке. Мы изготавливаем детали на заказ по чертежам Заказчика, эскизам и образцам.






Просто позвоните нам или пришлите чертеж на электронную почту!
Рассмотрим понятие посадок на примере изготовления валов (осей) и втулок (их внутренних отверстий) по чертежам Заказчика.
Пример изготовления валов, осей и втулок: с зазором и натягом
 Посадка — это характер соединения двух деталей, определяемый разностью их размеров до сборки.
Посадка — это характер соединения двух деталей, определяемый разностью их размеров до сборки.
Представим, что мы изготовили втулку с реальным внутренним диаметром 25,015мм.
Если мы изготовили вал с реальным посадочным диаметром – 24,991, то этот вал, будучи меньше размером, будет «болтаться» во втулке. В этом случае говорят о посадке с зазором. Зазор в нашем примере составит 25,015-24,991=0,024мм.
Если же в процессе изготовления оси мы получили посадочный диаметр – 25,031, то диаметр оси оказывается больше диаметра отверстия сопрягаемой детали, а значит, нам придется «заколачивать» ось в это отверстие. В этом случае говорят о посадке с натягом. Натяг составит в нашем примере: 25,031-25,015=0,016мм.
Как Вы помните и вал, и отверстие при производстве валов и втулок должны быть изготовлены не точно с определенным размером, а с некоторым допуском, т.е. в интервале размеров, который графически изображается полем допуска.
Если поле допуска изготавливаемого вала находится полностью выше поля допуска отверстия (пример II на картинке ниже), то мы гарантировано (при любых реальных размерах в пределах допусков) получаем посадку с натягом. Максимальная и минимальная величины натяга легко вычисляются, поскольку поля допусков известны.
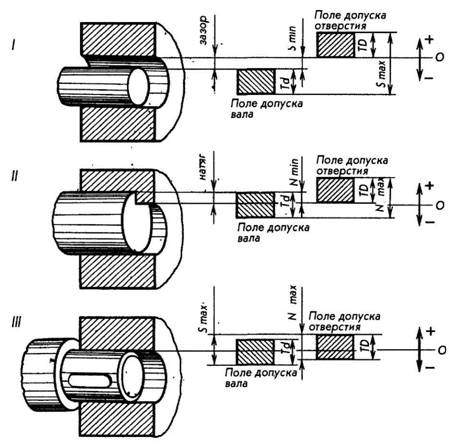
Если же поле допуска вала находится целиком ниже поля допуска изготавливаемого отверстия (пример I), то гарантированно получается посадка с зазором. В случае же если нам необходимо изготовить вал и втулку с частично перекрывающимися полями допусков (пример III), говорят о переходной посадке. В этом случае могут сформироваться как небольшой натяг, так и небольшой зазор в зависимости от реального исполнения размеров (в пределах указанных допусков) в процессе изготовления вала и втулки.



Производство валов (осей) в системе … отверстия
Очевидно, что для получения одной и той же нужной посадки (нужного числового размера натяга или зазора) мы можем использовать различное сочетание полей допусков, по-разному смещенных относительно номинального размера.
Но здесь необходимо учесть ряд моментов, позволяющих облегчить и удешевить процесс производства валов, втулок, да и всех прочих деталей. Удобно «зафиксировать» допуски либо вала (тогда говорят о системе вала), либо отверстия (система отверстия). При этом для «зафиксированного» элемента используется только одно отклонение: H для отверстия и h для вала. А необходимые посадки достигаются изготовлением парных деталей с нужными отклонениями от номинального размера. В подавляющем большинстве случаев используется система отверстия.
Это связано, например, с применение сверл, разверток, протяжек и т.п. при изготовлении отверстий. Для изготовления отверстия каждого размера и каждого допуска необходимо использовать свой инструмент, что привело бы (в случае использования системы вала) к необоснованному раздуванию парка режущего инструмента. Изготовление же осей, валов и т.п. с разными размерами (допусками) может происходить на одном и том же станке (например, токарном или шлифовальном) и одним и тем же инструментом.
Поэтому используется система отверстия, при которой отверстия изготавливаются с отклонением H: поле допуска простирается от нулевой отметки (номинального размера) до некоторой положительной величины (задаваемой квалитетом). Т.е. отверстие делается «в плюс», чуть больше номинального размера, но эта разница минимальна.
А вот необходимой посадки мы можем добиться, правильно выбирая отклонение при изготовлении оси, вала.

Как мы видим посадки (a-h)/H – это посадки с зазором, (p-zc)/H – посадки с натягом, (js—n)/H – можно считать переходными посадками.
С какими посадками можно изготовить вал?
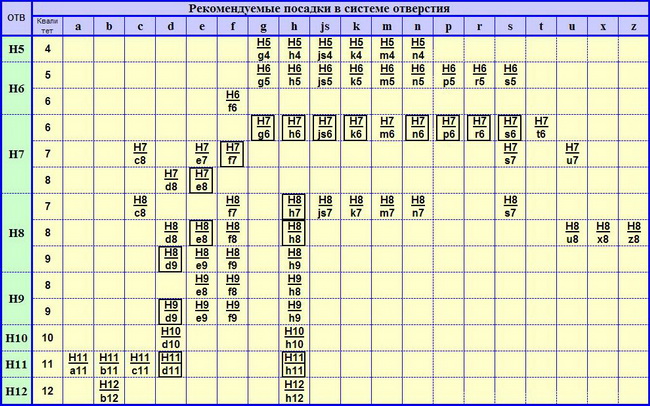
Однако стандарты стараются ограничить все возможные сочетания посадок, используемых отклонений и квалитетов. При производстве осей, валов, втулок и иных деталей нужно стараться использовать только рекомендуемые посадки. А среди них отдавать предпочтение «предпочтительным», которые в таблицах обычно выделяют полужирным шрифтом или жирной рамкой:
От выбора посадки зависит назначаемая степень шероховатости поверхности сопрягаемых деталей.
Производство осей и валов у нас
Наше предприятие осуществляет не только изготовление валов, осей, втулок, шкивов, производя токарную обработку, но и предоставляет другие услуги металлообработки на заказ по чертежам Заказчика или образцам, с перечнем которых Вы можете познакомиться на этой странице. Просто позвоните или пришлите свои чертежи по факсу или мейлу!