ООО «КВАДРО» вот уже почти четверть века является, кроме всего прочего, производителем втулок, шкивов, валов и другой продукции, получаемой токарной обработкой. Кроме изготовления втулок мы производим весьма широкий спектр работ по металлообработке, изготавливая детали на заказ по чертежам Заказчика, эскизам и образцам.










Просто поднимите трубку и позвоните нам! Или пришлите чертеж на электронную почту либо заполнив форму обратной связи в разделе Контакты.
Рассмотрим, что такое допуски на примере производства втулок (их внутренних отверстий) или валов.
Производитель втулок не идеален
Очевидно, что производитель втулок не может абсолютно точно выполнить, указанный на чертеже размер. Поэтому конструктор, исходя из требований к работе механизма, устанавливает границы, в которых должны быть выполнены размеры. На чертеже для производителя втулок конструктор указывает номинальный размер и 2 предельных отклонения: верхнее и нижнее.
Размер тогда имеет вид, например:
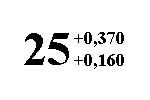 Это означает, что реальный размер, получаемый в процессе изготовления детали по чертежу, должен находиться в пределах от 25,160мм до 25,370мм («в пределах допуска»).
Это означает, что реальный размер, получаемый в процессе изготовления детали по чертежу, должен находиться в пределах от 25,160мм до 25,370мм («в пределах допуска»).
 Если одно из предельных отклонений не указано, то оно принимается равным нулю. В этом примере разрешенные размеры: 24,790-25,000.
Если одно из предельных отклонений не указано, то оно принимается равным нулю. В этом примере разрешенные размеры: 24,790-25,000.
Выбор точности изготовления детали во многом предопределяет устанавливаемые требования к шероховатости поверхностей детали. Так же стоит упомянуть, что кроме допуска на размер существуют допуски на форму и расположение.
Изготовление втулок на различном оборудовании
Величина (для первого примера) 0,370-0,160=0,210 называется допуском. Графически допуск изображают в виде прямоугольной заштрихованной области, расположенной нужным образом относительно линии номинального размера, и называют полем допуска.

Очевидно, что при изготовлении втулки добиться того же размера допуска (например, 0,210мм) при номинальном размере, например, в 100 раз больше (2500мм) намного сложнее. Поэтому вводится понятие квалитета (степени точности): совокупности допусков, рассматриваемых как соответствующие одному уровню точности для различных номинальных размеров.
Все относительно просто: к одному квалитету относят размеры достижимые на одном и том же оборудовании, при одних и тех же условиях (например, режимах резания). К примеру, при изготовлении на токарном станке, обычно, добиваются 7-8-го квалитета точности, а на шлифовальном – 5-6-го.
Существуют формулы расчета допусков при различных квалитетах, однако на практике конструкторы и технологи при проектировании и изготовлении втулок, валов и прочих деталей пользуются таблицами.
Всего установлено 20 квалитетов. Самые точные (с очень узкими полями допусков) 01, 0, 1, 2, 3, 4, обычно, назначают при изготовлении средств измерения, квалитеты 5-11 – для сопрягаемых размеров (по которым детали собираются друг с другом), квалитеты 12-18 (с самыми широкими полями допусков) – для несопрягаемых размеров.
Отклонения от номинального размера при производстве втулок и валов
Квалитет при данном номинальном размере однозначно определяет ширину поля допуска. А вот положение этого поля допуска (его отклонение) относительно номинального размера при изготовлении втулки (ее отверстия) или вала определяется одним из 27 стандартизированных отклонений, обозначаемых буквами латинского алфавита.
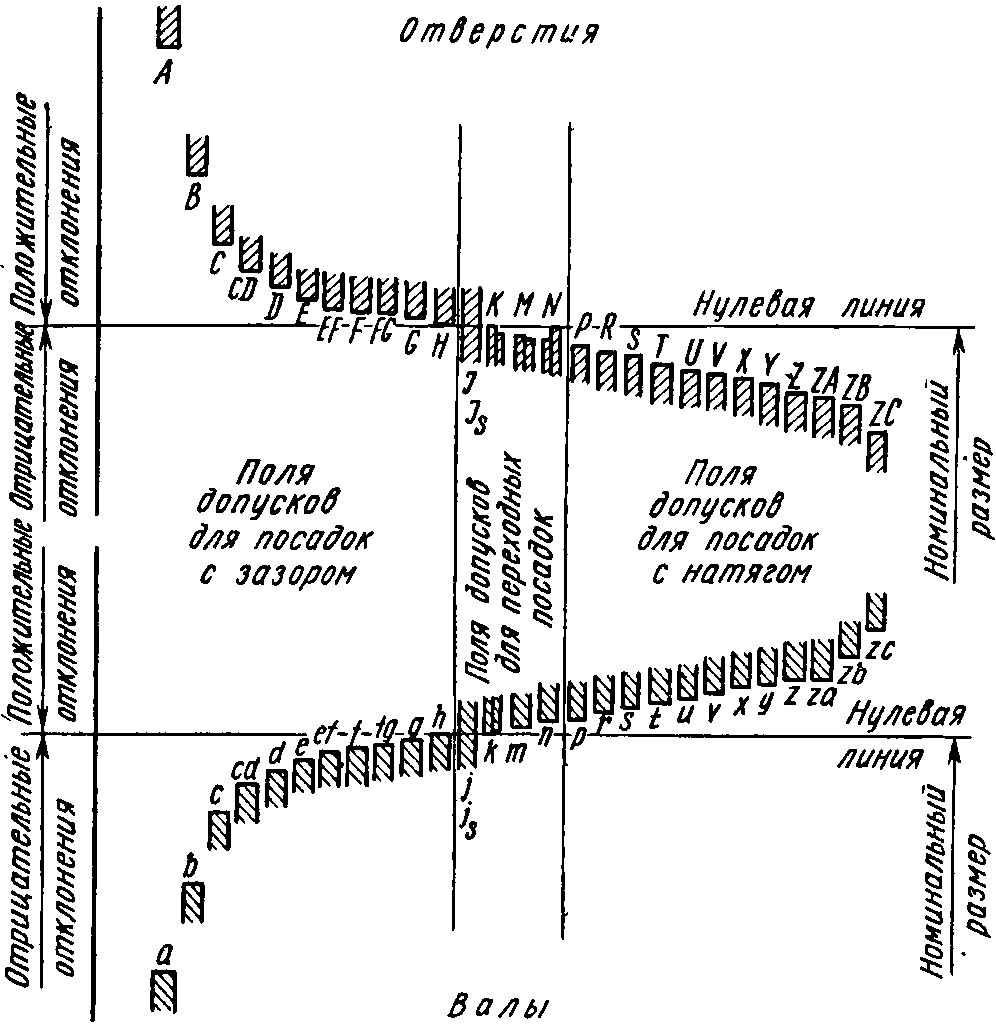
Отклонения отверстий обозначаются заглавными буквами. При отклонениях размеров отверстий от A до H поля допусков находятся выше линии номинального размера (втулка будет болтаться на валу, точно соответствующем номинальному диаметру), от K до ZC – ниже линии, Js – симметрично этой линии.
Отклонения же валов обозначаются строчными буквами. При отклонениях размеров отверстий от a до h поля допусков находятся ниже линии номинального размера (вал будет болтаться во втулке, изготовленной с отверстием, точно соответствующим номинальному диаметру), от k до zc – выше линии номинального диаметра, js – симметрично этой линии.
Выбор отклонений при изготовлении втулок и валов обуславливается достижением необходимой посадки в паре вал-отверстие.
Необходимо отметить, что в системе допусков и посадок термин вал условно применяют для обозначений любых наружных (охватываемых) элементов деталей, которые могут быть и нецилиндрическими (например, длина детали). Отверстием же называют внутренние, охватывающие элементы деталей, в т.ч. нецилиндрические (например, ширина паза).






Как расшифровать размер изготавливаемой втулки?
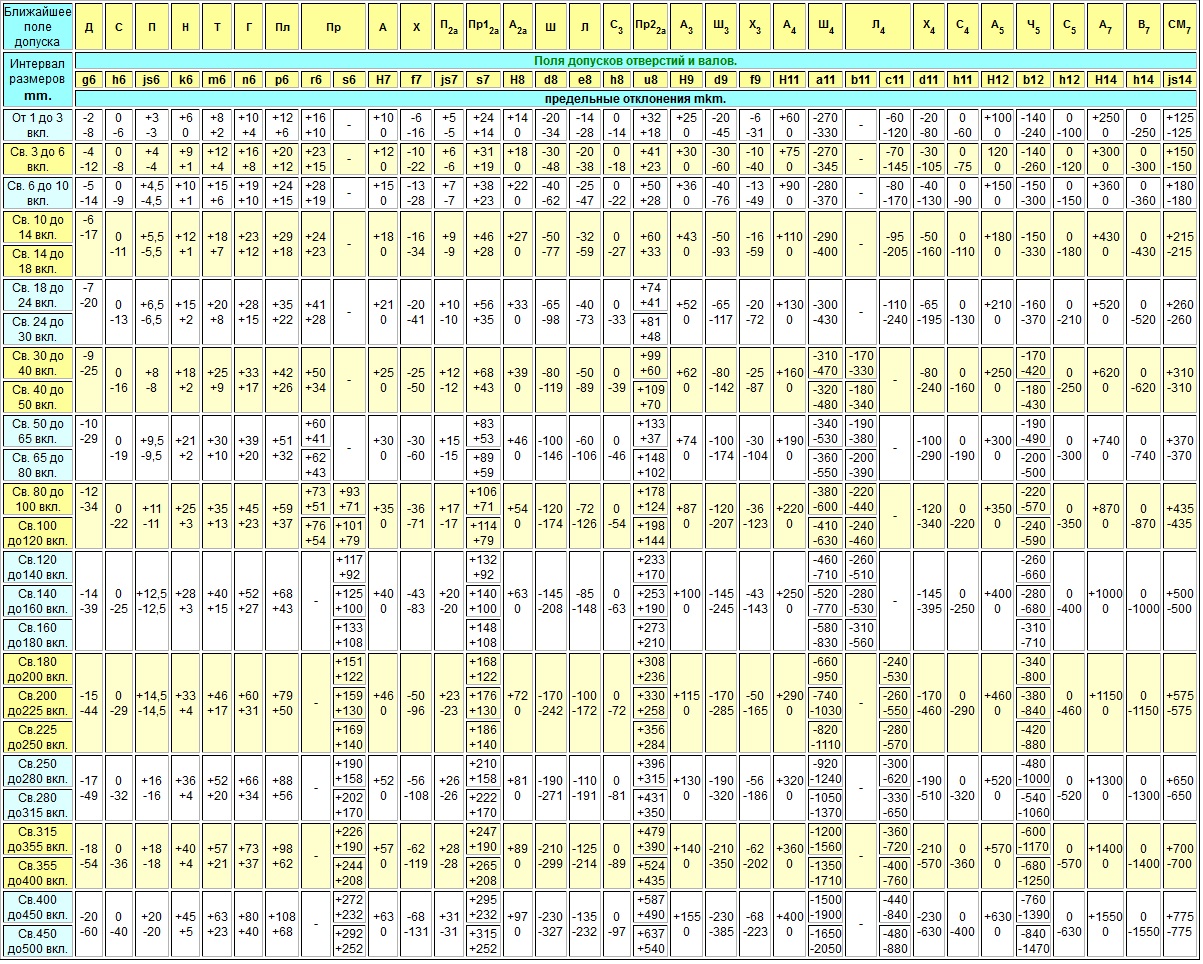
Что мы можем сказать о размере, видя на чертеже «25H7»? Эту запись можно расшифровать следующим образом: этот размер охватывающий («отверстие») поскольку буква заглавная, номинальный размер – 25, квалитет – 7, отклонение поля допуска относительно номинального размера – H. Заглянув в таблицу, мы найдем область разрешенных размеров для этого элемента на пересечении строки «Св.24 до 30» и столбца «H7»: 25,000-25,021.
А размер 49s7 можно расшифровать так: этот размер охватываемый («вал»), номинальный размер – 49, квалитет – 7, отклонение поля допуска относительно номинального размера – s. По таблице находим, на пересечении строки «Св.40 до 50» и столбца «s7», область разрешенных размеров для этого элемента: 49,043-49,068.
Производство втулок у нас
Наше предприятие осуществляет не только изготовление втулок, валов, осей, производя токарные работы на заказ, но и производит широкий спектр иных работ по металлообработке, с которым вы можете познакомиться здесь. Просто, пришлите свои чертежи на электронную почту для изготовления деталей по чертежу!